广告
温州冷弯机销售


1/2
- 面议
- 2020-12-16 10:10:53
- 冷弯机
- 浙江
- 俞经理 17520639043
- 杭州富阳市精宝机械设备厂

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
油缸压头上的两根钢制的连接杆与夹紧杆相连接,能使夹紧杆摆动。这种连接杆是特殊的机构,它能工作负荷作用于连接杆的端部而不在轴销上。这样,大直径油缸的所有压力作用于连杆上。当油缸压头向前推动时,夹紧杆把钢材夹住。然后,整个夹紧杠杆组和滑架推向前移。弯制时从油缸压头来的推力作用于肋骨上。如此安排的夹紧杆,使夹具作用于肋骨面的压力是相同的。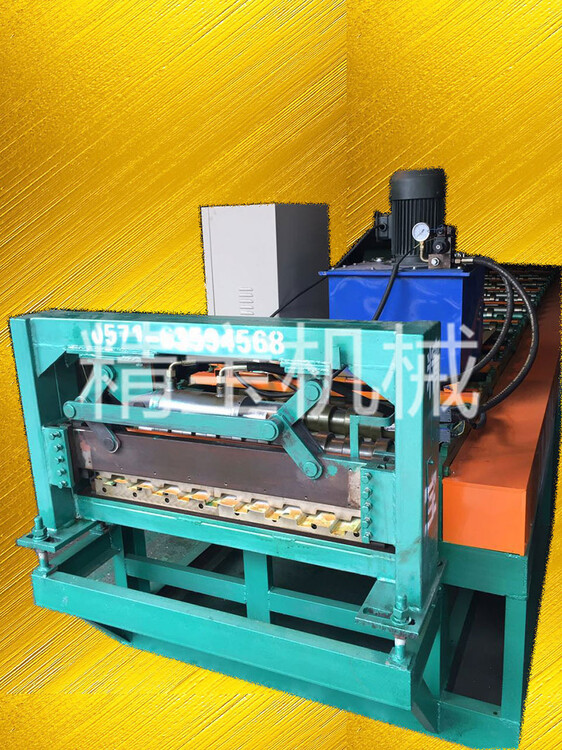
负荷分配—位于机器一端的油缸和另一端的端箱(用韧性铸铁制造),是用键紧固地安装在机器的底座上。当弯制肋骨时,负荷作用于底座和机器上面的两根拉杆,由于这些部件的布置是与力的方向相一致的,故有很大的刚性。油压回路中装有安全阀。
工作时,将所需冷弯加工的型钢由辅助系统的门式托架推放在两主动滚轮之间,启动液压系统使液压缸推动燕尾槽和冷弯滚轮冷压型钢,待达到设计所需弧度时关闭液压系统,启动机械传动系统, 使主动滚轮转动并依靠摩擦力带动型钢平稳缓慢前行,从而实现连续冷弯作业。
- 精宝机械
- 冷弯机
- 金属成型设备
- 浙江
- 俞经理
杭州富阳市精宝机械设备厂为你提供的“温州冷弯机销售”详细介绍
冷弯机销售信息
-
 大型无轴滚筒筛矿石圆筒洗矿机¥ 36000
大型无轴滚筒筛矿石圆筒洗矿机¥ 36000 -
 盐田易臻标签PVC标签生产厂家面议
盐田易臻标签PVC标签生产厂家面议 -
 天津矿用隔爆兼本安型LED巷道灯批发面议
天津矿用隔爆兼本安型LED巷道灯批发面议 -
 潮州全自动无轴滚筒筛¥ 36000
潮州全自动无轴滚筒筛¥ 36000 -
 校园无线wifi覆盖,无线Wi-Fi¥ 10
校园无线wifi覆盖,无线Wi-Fi¥ 10 -
 大鹏新区易臻标签防水标签供应商,PVC pet 标签面议
大鹏新区易臻标签防水标签供应商,PVC pet 标签面议






